|
There are a number of things which have a profound effect on the health of any person. There are the obvious things like getting adequate sleep, adequate exercise, adequate diet including a wide range of vitamins and minerals. Most people are already aware of these things.
Hulda Clark states that illness is caused by either absorbing poisons or by becoming infested by one or more of a wide range of destructive bugs and she produced a book covering how to deal with these harmful things: here and another book dealing specifically with treating cancers: here. Bob Beck has also been very effective in dealing with illness, including those illnesses which conventional (pharmaceutical-based) medicine cannot cure. Bob recommends the use of colloidal silver (here) and electronic pulsing at low frequency of about 4 pulses per second (here) and constructional help can be found here. It is also a fact that autism can be quickly combatted by use of the 100-year old drug suramin. There are also effects caused typically by aging. There is the condition of Alzheimer’s which can be combated by taking MSM and Lecithin daily and the condition of macular degeneration (made worse by using LED lighting in your home), leading to blindness which can be combated by taking Lutein daily. Both Hulda Clark and Bob Beck have helped many people overcome physical problems. However, around 1920, Georges Lakhovsky, a Russian, presented a very advanced system which is probably the most powerful medical system to date.  The Lakhovsky system is based on the fact that every cell in a living body, vibrates at its own particular frequency and that cells which are not in good health have weak vibrations. Lakhovsky deals with this by sitting his patient in a mild electronic field which vibrates over a very wide range of frequencies. That vibrating field is very beneficial for the patient, as it reinforces the strength of the cells in the body, increasing their strength of vibration and so raising their level of health. There is no contact between the equipment and the patient, and the treatment can deal with all sorts of illnesses. At time of writing I am not aware of any correctly-built, ready-made Lakhovsky oscillator being offered for sale. However, it is perfectly possible to make one of your own and that is what the remainder of this chapter is about. Just to get it clear in your mind, the treatment involves sitting in a harmless electronic field as you can see Lakhovsky doing here: 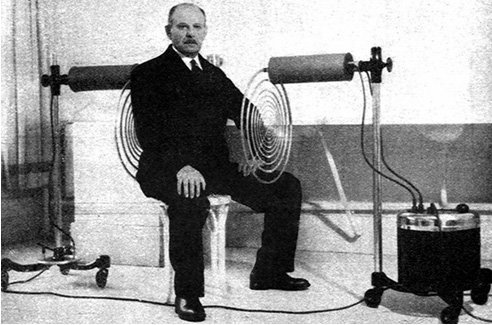 An American contributor who prefers to remain anonymous, has kindly agreed to share the details of his successful replication of a Lakhovsky wide-range oscillator. His design has been independently replicated by eighteen other people and his own unit has been in regular use for two years now. He says: Using my Lakhovsky machine I never get sick or even get a cold any more. I use it for fifteen minutes once very four days. I will not bore you with Georges Lakhovsky's life story. There is a fair amount of information on the internet that you can search to find out more about the man. Let me tell you what I think of him, how I came to know him and his work, and why I think he is a “bigger than life” figure. Lakhovsky was born in 1870 in Russia. He lived in France and then in 1940 he moved to America but having great knowledge and experience, he was welcomed by Dr Disraeli Kobak. Subsequently, Dr Kobak used Lakhovsky's machine to treat thousands of patients who had a wide range of diseases. Lakhovsky died in a car accident in 1942. He was 73 years old. His son took over his work with Dr Kobak. Lakhovsky believed that cells are small Oscillatory Circuits, emitting ultra short electromagnetic waves. He has shown that no living thing is without cells, and those cells act like a radio formed by oscillating circuits. In 1998 I purchased a book written by Georges Lakhovsky. The book is entitled "The Secret of Life". I still own that book and I would never sell it. It changed my view of the human body and how it works.... So, I started to collect anything about his work, I wanted to build his Multiple Wave Oscillator machine 20 years ago, but there was just not enough information available at that time. I had some idea where to start, because of his patent of his early machine, but it was definitely not enough information to invest my time and money at that time. Years passed by while I waited for the right time. I also came to know about the Dotto ring machine but because of lack of information I decided to do nothing about it. As you will see shortly I made the right decision... you can't just guess the Lakhovsky machine! You need to know the facts, to be able to build it properly and safely! Georges Lakhovsky was a humanitarian, caring individual who saved thousands of lives with his machine. Hundreds of time he treated poor people without charging them a fee. He said one time to a Doctor that to him is not about money and fame, when people came back to him after he healed them the look in their eyes, the gratitude to him was worth more than anything. All he cared about was helping sick people. He was far ahead of his time. He was a genius just like Nicola Tesla was. Lakhovsky stated that "life is created by radiation, maintained by radiation and destroyed by oscillatory disequilibrium". How Lakhovsky’s machine works is not that difficult to understand. First you need to understand that everything in our universe is vibrating! Tesla said; “If you want to find the secrets of the universe, think in terms of energy, frequency and vibration”. Tesla became a good friend when Georges Lakhovsky asked him to help him to design his coil for his machine. I think the evidence is overwhelming in the machine itself. Some people say that there is Tesla technology hidden in Lakhovsky’s machine. It is unfortunate that Tesla and Lakhovsky died just few months apart from each other. The biggest problem which Lakhovsky faced was that he had to overcome the fact that the human body made up of over some 200 quintillion cells! Each cell oscillates at its own specific rate, and with its own particular wavelength. So, he had to make an apparatus which is able to generate an electrostatic field with a high number of different frequencies with wavelengths anything from 3 meters to infra-red, that is a frequency from 750kHz through to 3 GHz or even 300 GHz. This is necessary so that every cell could find its own frequency and start vibrating in resonance. To implement this, he also needed a diffuser antenna with an oscillating circuit connected to it. In 1931 the first Lakhovsky machine was installed in a Paris hospital. In America and in Europe the machine was used very successfully for treating various organic diseases, including cancer. This is an advanced design and while the circuit diagram shows components as single items, some of them are made up of two or more components as explained in the descriptive text. There is very little scope for alternative components if the equipment is to operate as intended and produce beneficial effects on humans, and even the direction in which the equipment is orientated is a critical factor. However, the design as described here works well and is simple enough for you to build. This is the circuit diagram:  the components are themselves fairly heavy and so are built into a fairly substantial box which itself is physically heavy, and so is mounted on four casters so that it can be wheeled around easily. As the builder is American, his mains supply is 110V AC which is controlled by a foot-operated switch which switch the equipment off instantly if patient chooses. The mains power then passes through a fuse, a filter and a magnetic switch to provide an electronically clean and safe power supply. However, as the circuit creates considerable electronic noise with its spark gap, the filter is primarily there to block signals generated by the circuit from getting back into the mains supply wiring. Similarly, the circuit has a six-rod earth connection located close by and which uses earthing rods of Copper, Brass, Aluminium, Iron and Zinc plated Copper. Please note that your “earth” or “ground” connection has to be your own separate earth connection and the mains earth wire must not be used as that would pass interference from the circuit through the common earth wire to other mains users nearby. A cooling fan is run directly from the mains supply and a mechanical manual timer is provided so that the treatment time can be set in advance. A neon lamp is installed to show when the timer is operational. However, if you are not experienced in electronics, please do not be put off by the circuit diagram as most of the components can be bought ready-made and so the majority of creating the circuit is just a matter of interconnecting commercial components. What needs to be built are the housing, a few coils (and those are easy to wind, even if you have never wound a coil before), the spark gap which is made from components which can be bought commercially and which is covered in great detail in this document, and the aerials which are also described in detail here. To encourage you in this, take a look at some of the components which you can use in this project and you will notice that almost everything in the circuit ahead of the spark gap can be bought ready-made:  Whether operating with 110-volts AC mains as in America or with 220-volts AC mains everywhere else, a 770-watt variable transformer known as a “Variac” allows the voltage to the remainder of the circuit to be set manually and a voltmeter and an ammeter are provided to show what the power input is for the remainder of the circuit. Voltmeters, ammeters and capacitors are all available commercially and an eBay search should find the components which you need. The operational part of the circuit starts with a 12,000V 60mA step-up transformer with capacitor “C1” connected across its primary winding. While the circuit diagram shows this component as a simple transformer, it is actually a Neon Sign Transformer (“NST”) and driver circuit which raises the frequency of the alternating voltage to 20,000 cycles per second or more, and the voltage to eight thousand volts or more. The output from the NST secondary passes through two chokes and two resistors to capacitor “C2” where voltage build up until the spark gap discharges. A spark creates a very sharp voltage pulse which contains all frequencies added together in a single pulse and that pulse is fed through the two capacitors “C3” and “C4” to the transmission aerials which are built so as to transmit a range of different frequencies through resonating elements of the aerial:  You will notice that there are many different diameters of copper pipe used in this aerial and that, combined with the diameter of the circle into which each pipe is bent, causes each section of pipe to resonate with a different frequency, and that is the operational heart of the design, but more of this later on. So, in broad outline, we have a circuit which causes two matching aerials to oscillate (90 degrees out of phase) at a range of frequencies, and that creates a very beneficial environment for a human being, and probably any other living biological primate. The builder says: No doctor has ever healed anybody in the history of mankind. Your own body has the power to heal itself 24 hours, 7 days a week and doctors can only help the body to recover faster. I have built a machine that keeps me energised, making me feel better every time I use it, it releases me from every day stress, and heals me if that is necessary. A logical place to start construction is to make the housing. As the builder is American, he shows dimensions in Imperial units (feet and inches) but as most people in the world work in Metric units (metres and millimetres) drawings showing measurements in Imperial units are repeated in metric units. None of the drawings are to scale. The housing is built in three-quarter-inch solid timber or plywood which is three quarters of an inch ( about 18 mm or 20 mm) thick. It has a front, a hinged back, two sides, a top, a bottom, a full size shelf and a narrow shelf. The sides have ventilators to allow the fans to blow cooling air through the housing as most of the electrical and electronic equipment is positioned inside the housing and the spark discharges cause heating. Much of the contents of the housing is heavy and as the housing itself is substantial, the overall weight makes it advisable to mount the housing on wheels or castors so that it can be moved around easily. One aerial is attached to the housing and the other aerial is on a separate free-standing unit as shown here:  You will notice that the plastic ventilator covers span across most of the side panels. They are positioned with one above the internal shelf and one below it on each side of the housing: 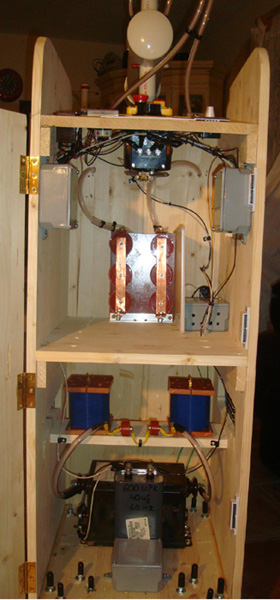 The dimensions of the pieces are as follows:    Side panel (2 required)  These panels can now be assembled to form the housing:  If you intend to paint the housing, then do it now before installing anything. The housing is completed by installing one full-size shelf and one quarter-width shelf inside the housing:  We are now ready to install the parts which make up the circuit. We can buy most of these ready to install, but others we need to construct as there is no commercial supplier which we can use. We are now about to start construction of the electronic part of this circuit and so it is very important indeed that you understand the factors involved. This unit is mains powered, whether by 110-volts or by 220-volts. These mains voltages are running at low frequency of 50 or 60 cycles per second which is a destructive frequency for humans. That voltage and speed (combined with the ability to supply substantial current at that speed) is liable to kill you if you touch it. Also, everything connected to that sort of power supply is equally dangerous. So, you definitely disconnect the system from the mains before making any alterations to any of that circuitry. That means, every part of the circuit up to and including the primary winding of the “step-up” transformer, which is actually not just a transformer but instead is a Neon Sign Transformer circuit which raises the frequency to 20,000 cycles per second or higher, and the voltage to thousands of volts, at which point it is no longer dangerous to humans. So the dangerous part of the circuit is:  However, to put the level of danger in perspective, that level of danger applies to all mains equipment, changing a light bulb, tightening a loose wire in a mains plug, and so on. Just be very sure that the mains connection is not plugged in when you are connecting or altering any wiring in this part of the circuit. This is just common sense. You can wear rubber gloves as an additional safety measure if you wish. The starting part of the circuit can be assembled quite easily. The two plastic junction boxes are mounted on the outside of the front of the machine, that is, the surface facing the ‘transmitting’ aerial which will be attached to this housing unit. The box on the same side as the earthing box is for housing the incoming mains.  The ‘Variac’ variable mains transformer is the next item to be connected. Please remember that this has a mains power connection to its input side and in some of its adjustment positions it will also have mains power at its output side. The Variac may look like this:  However, Variac construction varies a great deal and so your particular Variac may look different. Please remember that if your local mains supply is 220-volts that your Variac needs to be designed for that voltage. You can probably locate one on eBay. The output from the Variac has two meters attached to it. The ammeter is inserted into one line so that the current is forced to pass through it, while the voltmeter is connected between the two output wires following the ammeter so that it shows the voltage being applied to the remainder of the circuit. It is essential that these two meters are AC types as we are not dealing with DC anywhere in this circuit. The meters for 110V use will look like this:   Meters of this type generally have screw connections, so the connecting leads are best terminated with crimped connectors which will suit the screw connectors  And please remember that these connections are carrying mains power and so are potentially dangerous, so be sure that the mains is not connected when you attach these metres. We now have reached the specialist part of the circuit and we need to start paying attention to the fine details involved. Here is the full circuit:  However, please understand that we are dealing with high-voltage components and they are generally hard to find. Consequently, we generally make up the required values by connecting together two or more components in a chain (known as “in series”) in order to raise the working voltage of the combination. But, doing that alters the characteristics of the group and on occasion that change can be important. For example, why connect several capacitors in series if any one of them can easily handle the voltage being used?” That is a good question as the answer is not at all obvious. The answer is because of the way that capacitors charge up. The voltage across a capacitor which is being charged, increases in a very non-linear way and it is generally illustrated like this:  The red lines show the average rate of charge and the steeper the line, the faster the rate of charge. The greater the charging voltage relative to the size of the capacitor, the steeper the start of the line is. When connecting two or more high-voltage capacitors in series, the combined set of capacitors charges up very fast indeed. The intensity of that current is determined by the size of the capacitors in the chain, the larger the capacitors the more intense the pulse. In theory, as capacitors are mass-produced, there is liable to be a difference in the exact parameters of any one capacitor. So, if you connect several supposedly identical capacitors in series, if one has a smaller capacity than the others, then it could charge up faster than the others and exceed its maximum voltage rating before the other capacitors have charged up to the intended level. It is not worth bothering about with just two capacitors in the chain, but when there are several, then it is worth while protecting them by connecting a very high value resistor across each capacitor:  This has the effect of overcoming any such manufacturing variations and keeps the voltage across each capacitor substantially the same, without causing any major problems. The Lakhovsky apparatus needs to have an exceptionally fine earth of its own, one which is wholly isolated from the earth wire used with the mains supply. For this, six six-foot-long (2m) earthing rods of half-inch (12 mm) diameter are driven into the ground like this:  The wires between each of the earthing rods is kept short, typically three feet or one metre, and the connection from this ground array to the earthing box on the lower outside corner of the Lakhovsky device is also kept as short as possible. Normally, this ground wire is not connected to the earthing wire of the mains supply. The six-rod earthing array shown here forms an important part of the Lakhovsky design. However, some places on Earth have soil of very poor conductivity and if you live in such an area, it may be necessary to join the mains earthing lead to your Lakhovsky earth array. There are two pairs of capacitors in the earthing box which have not yet been shown. These are for additional cleaning up of the mains supply, intended to capture and suppress any voltage spikes arriving along the mains wiring. These are 2.2nF 1000-volt capacitors connected in pair to produce a 1.1nF 2000V composite capacitor:  They are arranged like this in the mains supply insulating connection box:  We also need to combine capacitors to make the 50pF 60KV capacitor which is connected across the input winding of the Neon Sign Transformer driver circuit. For this, we use two of these capacitors connected in series:  And finally, we need two identical capacitors with a value of 15.9 nF and a 45KV rating, and we will use three of these capacitors connected in series, to make up each of these two capacitors:  The NST unit is readily available as these units are used to drive neon signs, but a common practice nowadays is for the manufacturer to build in circuitry to stop the circuit operating if there is “leakage to earth”. While that is a sensible precaution, it must be avoided in this circuit as the spark gap discharges continuously to earth and so an earth-leakage protected NST will stop the circuit operating. There are three ways around this. First is to find an old NST (or build one yourself) which does not have the protection circuit. Second is to open a new NST and disable the protection circuit (if your knowledge of circuitry is up to that), or third, ask the manufacturer to supply you one which has the circuit disabled by the manufacturer. Ideally, you want an NST which provides 10,000 volts at 60 milliamps at a frequency of 20,000 cycles per second (or faster). You need to decide where the equipment will be used during the treatment session. This location needs to have the transmission aerial array in the direction of North and the receiving aerial in the direction of South. Also, the equipment needs to be at least one metre away from equipment such as computers, TVs and anything else of that nature, and away from permanently mounted equipment such as wall-mounted heaters or air conditioning units. Remember that walls do not block electronic signals (if they did, then radios would not work indoors). Having chosen the position, prepare a mains plug and length of cable from the nearest mains socket to your device. Also, the chosen working position needs to be close to where the 6-rod earthing grid is physically located. Please remember that having passed through the fuse and the filter, the cable exiting from the plastic box is still carrying dangerous mains power. The drawing shows the “Live” mains wire as brown which is the European standard (it used to be red but was changed as 30% of males are colour blind). In America that wire is colour-coded black and the European blue ”neutral” wire is colour-coded white in America. The wire coming from the filter unit connects next to the emergency Off switch box and care needs to be taken as the cable leaves that box. First it connects to the fan speed control and the fan. Then it connects to the mechanical 15-minute timer and when it exits from the timer module, the neon is wired across it to show when the power is on to the rest of the circuit, and the wires then continue to the input of the Variac variable transformer:  Remember that we are still solidly inside the mains power danger zone as we have just completed the wiring inside the blue rectangle. The wiring connections made can be soldered connections which are then insulated, or they can be mains-voltage screw connectors or crimped connectors. No matter which method is used, the finished result should make it impossible to touch any live wire or connector with a finger, so insulate everything as people make mistakes and are liable to forget that they have left the equipment plugged in to the mains. The output of the Variac is still mains power and it is wired across the AC voltmeter mounted on the control panel and to one side of the AC ammeter which is also mounted on the control panel. Please remember that the wires coming away from these two meters are carrying mains power and all joints still need to be insulated. The final connection in this section is to the input of the Neon Sign Transformer driver circuit which also has the “C1” capacitor connected across it. From this point onwards, the frequency rises by a factor of 200 times or so and that makes it much safer for human contact. Each wire coming out of the NST unit has a coil called a “choke” attached to it. You wind these coils using #24 AWG enamelled solid copper wire which has a diameter of 0.511 millimetres, and some thick nylon fishing line. Each coil is wound on a 3.5 inch (90 mm) spool. The spools can be made up using several layers of paper, or they can be plastic. However, if they are plastic then be warned that only “white schedule 40 PVC” material is suitable for this kind of work as other colours have additives which make the material unsuitable. Each of these chokes are wound with 100 turns of wire and each wire turn is separated from its neighbour by running a thick strand of fishing nylon line alongside the winding wire. That is, the coil is wound with the enamelled copper wire and the nylon line beside it, producing a coil of wire, nylon, wire, nylon, wire, etc. for a hundred turns of each. Each finished coil should have an inductance of 426 micro-Henries. These chokes are installed on the small lower shelf and each has a 1K 25-watt resistor attached to its output wire:  It needs to be understood that ordinary wire is just not suitable in a circuit like this where high voltages are being carried by the wire. The insulation of ordinary wire will just break down and it could cause a short-circuit and possibly a fire. Because of this, you need to use wire with extra high quality insulation. The builder has chosen to modify coaxial cable and enclose it in an additional layer of plastic pipe. The first step is to buy high-quality coaxial cable:  The cable is then modified by removing the dark outer insulation and the laced copper screen which leaves the central copper conductor surrounded by a thick plastic layer. This arrangement can be seen clearly here where two sets of three capacitors are strapped together to form the two 5.9nF 45KV capacitors, which being high-voltage, have the high-voltage wire connecting them to the Neon Sign Transformer circuit:  We now come to the items which we need to fabricate for this Lakhovsky system. We will start with the spark gap. This is built on a plastic chopping board. These boards are made from very rigid UHMWP (Ultra High Molecular Weight Polythene) plastic material and they are available in white and various colours. They are tough but can be sawn and are an excellent non-conductive constructional material. The chopping boards used by the constructor were 14 x 10 x 3/8 inches (355 x 254 x 9 mm) in size. The baseboard has a rectangular piece removed from it:  The rectangle will have four spark gaps mounted on one side and two computer cooling fans mounted on the other side, and the board will then be mounted on its edge on the full-size upper shelf. While there are four spark gaps mounted on the board, they act as a single gap because they are interconnected using 5 mm diameter solid copper wire. This splitting of the spark gap into multiple gaps is said to reduce the noise of the sparks. The arrangement is like this:  Each section of the spark gap is made from a short length of tungsten rod which can stand the high temperature generated by the sparks. The tungsten rod is inserted into a section of 1.5 inch diameter aluminium rod, which is tapped at the other end to allow a length of brass rod to be screwed into it. An aluminium mounting bracket is bolted to the brass rod using a brass nut and then a length of 5 mm diameter solid copper wire is flanked by two washers and clamped tightly with a third brass nut. Secure electrical connections can be made like this:  For this, the wire is bent around in a circle in the direction that a tightening nut turns, and if possible, the end is secured with a solder joint. If this is done, then even without the solder and without the washer, tightening a nut in direct contact with the wire tends to pull the wire tighter against the brass rod instead of distorting the loop and spoiling the electrical contact. However, the overall arrangement shown does not allow the width of the spark gap to be adjusted. The adjustment is normally very small, varying from a 0.01 mm gap to a 0.04 mm gap, but for very ill patients, a gap of up to 5 mm may be used. That five millimetre movement is small being only 3/16” or so, but this adjustment is very important as part of the treatment. To arrange for this movement, the lower four components are mounted on a movable block of plastic and a length of 3/8 inch (10 mm) diameter threaded stainless steel rod is used to make the spark gap adjustable. This adjustable arrangement is produced by locking the upper row or four electrodes in place and placing the lower four electrodes on a wide strip of plastic board material which is attached to a 3/8” (9 mm) diameter stainless steel threaded rod, allowing the tiny movement required. The stainless steel rod is extended by attaching a “bakelite” insulating plastic rod to it, running the bakelite rod through the top of the housing and attaching an insulating plastic knob to it. This arrangement is constructed like this:  The lowest bracket is bolted to the full-size timber shelf and computer fans are attached to the main vertical plastic plate to blow cooling air across the four spark gaps. The stainless steel rod passes through the upper block of plastic strips but is not connected to them in any way.  The dimensions for constructing this adjustable spark gap are as follows. The base board has just one central opening cut in it as shown here:  This board is called type “B” and the mounting holes drilled in it allow it to be bolted to a 12” (305 mm) length of 1.5” x 1.5” (40 mm x 40 mm) aluminium angle. The following strips are now cut from other HDMWP plastic chopping boards: 5 pieces 12” x 2” (305 mm x 50 mm) called type “A”. 5 pieces 11.5” x 2.25” (292 mm x 57 mm) called type “C”. 2 pieces 11.25” x 1.75” (286 mm x 45 mm) called type “D”. These pieces fit together to form the stationary support block and the movable support block on which the spark gap components are mounted. They are positioned like this:   The piece of aluminium angle has the adjustment rod fed through it, so it needs to be drilled like this:  A hole of about 1/8” (3 mm) is drilled through the stainless steel threaded rod, about 0.5” (12 mm) from the end ready for attaching the insulating bakelite rod and plastic knob. The aluminium angle is then bolted to the stack of “A” plastic pieces and fitted with the washers and nuts shown here:   One detail to be mentioned is the tip of each spark gap. As that part gets hot, using tungsten is sensible and so the builder bought in eight pieces each one inch (25 mm) long and a quarter inch (6 mm) in diameter. These were bought on eBay:   And each was inserted into an axial hole drilled in the short section of 1.5” (40 mm) diameter aluminium solid bar, and held in place with a brass locking screw at right angles, tapped into the aluminium rod: 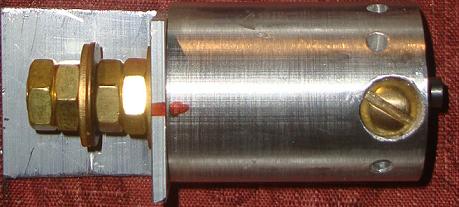 The mounting bracket is clamped to the aluminium section using a piece of 3/8-inch brass threaded rod which has been tapped into an axial hole. The aerials: Once the construction of the spark gap has been completed, we need to make the two aerial arrays. For this, we need to use a one-inch thick timber template so that the positioning and sizes of each ring is exactly right. While plywood could be used for the housing, it is not suitable for this template.  The idea is to cut a groove or channel for each pipe ring, bend and place each ring in its groove, and when all of the rings are in place, use the two extra diagonal grooves to tie the rings securely in place so that when they are hanging in the air they remain in exactly the correct positioning. The builder cut the larger grooves using a half-inch chisel, a quarter-inch chisel and a mallet and the smaller grooves using screwdrivers instead of chisels. Here is what the board looks like in an advanced stage of construction:  First, the exact ring positions are marked out on the board. These are the diameter of the centreline of each pipe, the groove width and the groove depth: Ring 1: Diam 500 mm, width 14.5 mm, depth 8 mm, copper diameter 14 mm, buy 144” Ring 2: Diam 400 mm, width 12.3 mm, depth 7 mm, copper diameter 12 mm, buy 120” Ring 3: Diam 320 mm, width 10.3 mm, depth 6 mm, copper diameter 10 mm, buy 96” Ring 4: Diam 275 mm, width 8.2 mm, depth 5 mm, copper diameter 8 mm, buy 72” Ring 5: Diam 225 mm, width 6.2 mm, depth 4 mm, copper diameter 6 mm, buy 115” Ring 6: Diam 184 mm, width 6.2 mm, depth 4 mm, copper diameter 6 mm. Ring 7: Diam 143 mm, width 6.2 mm, depth 4 mm, copper diameter 6 mm. Ring 8: Diam 112 mm, width 6.2 mm, depth 4 mm, copper diameter 6 mm. Ring 9: Diam 81 mm, width 6.2 mm, depth 4 mm, copper diameter 6 mm. Ring 10: Diam 51 mm, width 3.1 mm, depth 3 mm, copper diameter 3 mm. buy 36” Ring 11: Diam 30 mm, width 3.1 mm, depth 3 mm, copper diameter 3 mm. Ring 12: Diam 14 mm, width 3.1 mm, depth 3 mm, copper diameter 3 mm. The soft copper pipe lengths were bought from China and the lengths shown above are sufficient for making two aerials. Brass spheres were soldered to the ends of the larger tubes. These were bough in America as they were easier to find there. The quantities needed are: 4 of 7/8”, 4 of 3/4”, 4 of 5/8”, 4 of 1/2”, and 20 of 3/8”. The 3 mm diameter rings were left open ended and care was taken to ensure that the pipe was circular and not damaged in any way at the ends. This style of pipe cutter was used:  The copper pipe used in these aerials is made of “soft” copper which can be bent by hand, unlike the current UK plumbing variety which is very rigid and needs a powerful mechanical device to bend it. The greater flexibility is caused by substantially reduced wall thickness. The builder describes the finishing steps like this: Starting with the biggest ring to the smallest one. I always cut in with a carpet knife on the two side's markings before I started chiselling out the tube size line. Also I marked a 3/8" wide 1/2" deep cross for making room to tie the rings together. After this I just kept chiselling away for three days when I had time! Now the fun part; I took the copper tubes and started forming them in to the template from the number 12 ring to the biggest ring, the number 1. As seen on the photo, the number 1 ring's cut ends in the assembled antenna, with the gap at the top! The number 1 ring will be attached to the output coil later on; it will also hold all other 11 rings in their positions. Thinking ahead before I started making the rings I drilled the correct sphere holes on the template paying attention on the up and down positions of the spheres. It can easily confuse anybody after working for so many hours on this part of the project. I triple checked all the rings positions to make sure that they are correct before I started tie the rings together while they were still in their grooves. But I was not ready yet! When all the rings are formed, I drilled the spheres with the correct holes and soldered them on to the copper tubes. I ordered solid brass spheres, no holes in them at all. I used a stand drill and had two aluminium pieces installed on the two sides of the table vise which was holding the spheres for drilling. I drilled about half way into any of the spheres from straight up to the centre of the sphere. 4 pieces of 7/8" spheres (for two antennas) got centre drilled half way in with 17mm drill bit 4 pieces of 3/4" spheres (for two antennas) got centre drilled half way in with 15mm drill bit 4 pieces of 5/8" spheres (for two antennas) got centre drilled half way in with 13mm drill bit 4 pieces of 1/2" spheres (for two antennas) got centre drilled half way in with 11mm drill bit 20 pieces of 3/8" spheres (for two antennas) got centre drilled half way in with 8mm drill bit If by any chance one of the copper pipe ends is not perfectly rounded, try to fix the problem with conical pliers and if really necessary, drill another hole one size bigger in the sphere to make it fit. DO NOT push a screw diver into the hole trying to fix the edge around the tube end. The inner end side of the screw driver will push out the copper tube wall, damaging the copper pipe! I used Pipe Tubing Cutter No. 350 (US) professional plumber hand tool for cutting the pipes to fit, and when I got to the small tubes I simply used a metal saw and holding my hand with the tube in it, put my hand on the table edge and cut the needed piece off. After every cut I filed the ends off with fine metal file, finishing with 220 sandpaper. The following process will demand careful planning; I previously cut off 4 pieces of 1/2" round brass rod, 1" long. I made the two rods to fit into the two open ends of one of the biggest ring. I did not have to solder it because it could never go anywhere. After this I took the first sphere and put them on to the two ends of my first number 1 ring. Of course before all the rings get soldered they have to be cleaned up at the ends with sandpaper and brush on plumbing flux (water soluble, lead free) everywhere around the soldering area. I used the blue BernzOmatic P propane tank, net weight 14.1 oz. I only used the smallest setting on it with a flame size of about 1/2". I always soldered the one on the top. When I finished, about in one minute I cooled heated area down with a cold wet rag, and turned the tube around. I did the same process till I got all the nine rings finished. All my rings are sized correctly between the spheres and ready for the next step. I used fine brass scuffing pad to shine them up, and I cleaned all the rings with ammonia cleaning solution. I put them all back in the template. My spheres fitted perfectly. I used Nylon Wax Lacing Tape Tying String Size 4 Finish B - 500 yards each MIL-T-43436B. It worked well. I had no idea how much was needed for one side of the cross to finish it, so I pulled off about 4' of the nylon lace. The good thing about this part, there is no way to make costly mistake, if it doesn't look right it can be cut off and started again. Tools needed are; one small pair of scissors, a magnifying glass, and 7-SA tweezers. I started with the number 12 ring which is the smallest of all the tubes, and put three knots on it. I had to pick it out of its place because it is so small, but when I was done I put it right back to its right position. Next, I went under the next tube, turning around the tube and came back to where I went under the tube, I went under the straight lace and came back on top, back through the loop I just made before, I put my finger on the small ring and on the second smallest ring and I squeezed the nylon lace. I basically made a knot over the next tube of number 12 Ring. After this made another tight knot on the same ring! The third time I just went around the same ring without the knot and pulled on the nylon lace. Every time I made a loop on any rings I put my fingers to hold the involved rings down, and I pulled on the lace and moved on to the next ring, went under it and the whole process is repeating itself again until I reached the 6th ring. At the 6th ring all the same, but when I went to the next ring from here on I approached the first contact from the top not through the bottom and the rest is all the same with the top approach till the last ring number 1. After every turn it is necessary to pull hard on the lace keeping the connections between the rings tight. When the last ring is finished, I went back with the lace to the number 3 ring from the bottom (opposite of what has been done before). When I turned back to toward the number 1 ring, I made a knot on number 3 ring and went straight back on the top of the number 2 ring, made the usual knot again and went to the number 1 ring again on the top and making 2 more tight knots on the number 1 ring. I carefully cut the end off the lace about 1" away from the knot and one side of the cross was done. Next, must finish the opposite of the cross I just finished, so I am pulling on against the side I just finished. This insures the integrity of the antenna gets stronger, by finishing step by step all the cross sides. I finished all 4 sides of the cross grooves. The completed aerial array is connected in its place with four plastic spacing nuts on each side because if connected with brass like this, you get sparks between the corners of the nuts:  In order to connect up the two aerials, we need to construct two Tesla coils, one for the transmitting aerial connected to the housing and one for the free-standing receiving aerial. These coils are a bit unusual. They are wound in a “clockwise” direction and they have two separate coils wound on a single former or central tube. The first coil is made with thick wire and is only 6.3 turns long, and these turns are spaced out so that there is a 2 mm gap between each turn and the next turn. The wire is bare #10 AWG which has a diameter of 2.54 mm. The windings take up only 1.25 inches (29 mm) along the former which has a diameter of 2.99 inches (76 mm) and is made of white “schedule 40 PVC” plastic. 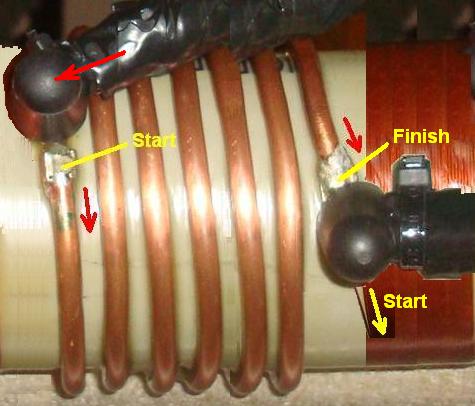 Then there is a gap of a quarter of an inch (6 mm) between that thick primary coil and the thinner secondary 330-turn coil which is wound with #20 AWG solid enamelled copper wire with a diameter of 0.81 mm:  However, the transmitting Tesla coil and the receiving Tesla coil need to resonate at different frequencies, so wind the receiving coil with 350 turns of wire to give it a lower resonant frequency. We want the frequency difference between the two coils to be 100 kHz. Getting that to happen is not all that easy. This requires the use of a Megahertz frequency oscilloscope and a radio-frequency signal generator. Radio frequency is the range from 3 kHz to 300 GHz. If you happen to own those and are familiar with how they work, then that is excellent. For the rest of us, it is a case of finding a friend who has those, or perhaps persuading a technician at your local university or technical college to help you with the setting up of your machine. Failing that, there may be a radio amateur club in your area and members would almost certainly be pleased to help out. We need to isolate each coil in turn, so we remove both aerials and the receiving Tesla coil and place they well away in another room. Then we couple the signal generator loosely to the transmitting Tesla coil by taking an unshielded wire from the generator and wrapping two turns around the outside of the coil holder. That signal generator wire radiates the generator frequency and the Tesla coil picks up that frequency and transmits from the thick-wire primary through the thin-wire secondary and on out into the room along that axis. We pick up that radiated signal by giving the oscilloscope an aerial like a TV indoor aerial. A loop of wire is quite sufficient for this, so place the oscilloscope on a stool or chair in front of the Tesla coil, at the same height and two or three feet away from it. The Lakhovsky machine is left switched off and the spark gap needs to be either fully open or fully closed, so short-circuit the spark gap like this:  Make sure that the Lakhovsky earth grid is connected and then power up the signal generator and the oscilloscope. As the signal generator frequency is adjusted, the signal received and displayed by the oscilloscope increases or decreases in strength. The maximum signal strength is when the Tesla coil resonates with the generator’s signal. That frequency is likely to be more than 500 kHz and less than 1 MHz. When you have discovered that value, remove the Tesla coil and put it in another room. Replace the receiving Tesla coil but not the aerial, and prepare to repeat the oscilloscope measurement. We need to make the receiving Tesla coil resonate 100 kHz lower than the transmitting Tesla coil. The receiving Tesla coil’s resonant frequency can be lowered by adding more turns to the receiving coil’s secondary or raised by removing some turns. It is much harder to add turns to an existing coil rather than to remove turns, and that is why additional turns are suggested on one of the two Tesla coils. That number of turns will be reduced as you tune the resonant frequency of the second Tesla coil. When you have got the two Tesla coils with a 100 kHz difference in resonant frequency, then both coils can be coated with a suitable material. The easiest is the old-fashioned shellac which is easy to use and dries to a shiny brown coat which acts as a high-voltage insulator. The American developer opted to use a mixture of resin and hardener used for fabricating fibreglass, but that has a very long hardening time and the coil has to be rotated for long periods of time in order to keep an even thickness of the coating. When the coating on both coils has hardened, the spark gap short circuit can be removed and both Tesla coils and both aerials mounted again. Please remember that you must not use metal nuts as spacers to keep the aerials away from the Tesla coil housings as you will get unwanted sparking between the nuts if you do that. If you have any difficulty in getting plastic nuts of the correct size, then you can just use a non-conductive sleeve of rigid plastic or of hardwood. Using the machine: The developer describes using the equipment like this: My machine is set up in the room, so that it is close to the area where my ground rods are located outside. The machine is aligned along a North - South axis, with the transmitter aerial attached to the housing being on the North side. I positioned the two antennas 31 inches (790 mm) apart. We are all different sizes, so there should be 8" (200 mm) between each antenna and the body. I don't adjust them any more, if I'm sitting between the antennas, shoulder to shoulder I have 200 mm between me and the antenna, and if I stand up and I turn sideways between the antennas I just position myself in the centre of the two antennas. I never touch the antennas when the machine is operating and I don't touch them for 30 minutes after using the machine. If I have to touch the antennas immediately after testing for any reason, I make sure that all capacitors are discharged!! I use an all wood stool to sit on (21" high x 13" width) if I sit during treatment. I remove all metal objects off me before I use the machine and I keep them far away so that they will not interfere with the performance of the machine. I put my wood stool on the top of a plastic sheet 44” x 27” x 2mm thick. I try to avoid having anything metal in the treatment room, and I have NO metal anywhere within 4-feet around the machine. The emergency foot-operated shut-off switch allows me to power down the equipment completely if something is not right. I always check my antenna distance and I always do a visual check before I start using the equipment. I have a great respect for the power it takes to run this machine, I never forget the fact that it can certainly heal me, but if I am not careful it can also kill me. I personally do not have any disease or any major physical problems. I built the Lakhovsky machine to prevent illness before it could happen - sort of like having my own insurance, rather than paying for the expensive Obama Care. First I let the equipment run continuously over 1 hour for testing, to see how all my connections are holding up, and waiting for any sign of high voltage problems like burning wire, sparking, or anything that would compromise any level of safety. Every 10 minutes I turned the Variac transformer to a higher voltage to see if at maximum power still everything stays normal. My machine worked as expected. Starting the equipment is very easy. Plug in the main power to the wall outlet. Making sure that no window air-conditioning unit, any electric motor or computer is running nearby. I have a fused Power Socket Surge Protector Strip Plug Extension Cord 3ft long and I plug my equipment in to that and then I plug the extension cord in to the mains supply socket. Then I turn on the main power switch on the housing control panel. I then turn on the Timer switch to the desired time, which activates the cooling fans, neon light, and the Variac transformer. The voltage adjustment very much depends on what size of high voltage transformer is installed in the equipment. The higher the Neon Tube Transformer module output voltage, the lower is the voltage needed to run the equipment. Mine is a 12,000-volt module. I adjust the voltage to about 40-50 volts as shown on my voltage meter. My spark gap turns on around 30 volts and start to be giving more constant sound the more I keep turning the voltage higher. When I have turned my Variac transformer up to the voltage I want, I never need to adjust it any more, but I am using the machine for maintaining my health and keeping my immune system "charged". So, for that I adjust the NST output voltage to 3700 volts and I adjust the spark gaps to give 3 amps on my ammeter. More than enough for most of the maintaining health and less serious conditions like cold or headache. For more serious medical conditions, the NST can be adjusted to 4000 volts and between 3 and 4.5 amps for deeper penetrations in the body. Care must be taking to insure the problematic side facing the transmitter antenna. For very sick people or for a child, you should use a lower adjustment and a shorter treatment time, like 3400 volts and 2 to 2.5 amps with 10 minutes of running time. The equipment is of great value for dogs and cats too, but for them adjustment should be around 3000 volts at 2 amps for a maximum of 10 minutes or less for cats and small dogs. When I adjust the voltage and amps to the desired ampere if I hear a breaking up sound from the spark gaps I just turn the Variac knob to slowly raise the voltage until the equipment's spark gap is giving out a nice continuous sound - when this happens everything works right. I sit between the antennas until the adjusted manual timer turns the equipment off. Do not touch the antennas. When I am done, I turn off the switches and I always unplug the equipment after every use. I usually turn my timer to 15 minutes. Sometimes I use it twice a week some times I use it every 3 days or just once a week. It depends on how I feel. According to experienced operators, the best results can be achieved by using the equipment every 4th day. I also drink a big glass of water with 1000mg of vitamin C (non-acidic sodium ascorbate) in soluble fine crystals form, mixed in the water. I drink another 8 ounce glass of water right after when I am finished using the equipment machine. Personal experiences: I love my Lakhovsky machine! "Can't live without it!" I don't know that I found the sweet spot maybe with my adjustments on my machine that resonate with my body composition but it works on me just great. I know this because in less than 7 minutes it calms me down like no kava or xanax could. It's just a miracle how it can affect me and still after all this time I wonder how this is possible even if I understand the principle of the machine. I never get cold or sick any more. After the machine been used, it makes me feel relaxed all day long and just feeling that general well being, with uplifting like everything is great. I have a routine usage of my machine. Most of the time I use it every 4th day around noon when the sun is highest above me. I start my cycle by putting the antennas at my head and neck position, shoulder to shoulder position, so my liver is on the transmitter antenna side. I do 15 minutes. This is my set up that is the most powerful for me. I feel calmness in 5 to 7 minutes. Four days later I set up my antennas to my back & front standing up (no wood stool) around where the kidneys are facing the transmitter antenna. I do 12 minutes. Four days later, I position myself the same way before but at this time my abdomen area facing the transmitter antenna. I do 15 minutes. I finish my cycle four days later by positioning my antennas to my legs when I am sitting on my stool shoulder to shoulder, liver facing the transmitter antenna. My cycle is done and I take a week off and then start my cycle again same way or randomly how ever I feel about it. I see many people paying for Rife tubes to use them with the Lakhovsky machine which cost thousands of dollars of additional money. I think it is a waste of money! I use MMS to kill pathogens in my body! It works and cost pennies to make it! Taking everything into account, I am very satisfied with my Lakhovsky machine! Disclaimer: Please understand clearly, that this text is for information purposes only and it must not be construed as being an encouragement to make or use any such equipment. Should you, in spite of this warning, decide to build and use any such machine, then you do so entirely at your own risk and on your own responsibility, and nobody other than you is in any way responsible for your actions and the resulting effects. Also, if you are not already familiar with working with high-voltage circuits, then please do not do so unless under the supervision and guidance of a person who has experience with these kinds of circuits. Please note that nobody who has a pacemaker or any similar device, should come within ten metres of this machine when it is switched on as the pacemaker or device is likely to be affected by the radiation coming from the machine, and that could result in death. It has also been commented on that the electromagnetic radiations from a Lakhovsky device can damage computer and other similar circuitry if not kept well away from the machine. A distance of one metre is the absolute minimum distance and a distance of ten metres is to be preferred. This equipment produces a continuous spark in the same way that a MIG welder does, and so there is a similar visual hazard. However, as the spark gap is inside the housing, just ensure that the door of the housing is kept closed when the machine is in use. Finally, as already stated in the text, capacitors can hold lethal levels of charge for a very long time after the equipment is disconnected from the mains. This must be allowed for, and it is good practice to connect a high-value resistor across any high-voltage capacitor, so that the charge will be siphoned off reasonably soon after power-down. Since writing this, people have made copies for themselves and they and their friends have experienced great medical benefits from this equipment. 2017 Update The designer of the Lakhovsky equipment shown above has made some improvements and comments in March 2017. He says: Additional capacitors: I have updated my two capacitor banks from the original 15.9nF /15KV to 21.2nF /15KV. For this, I installed one more 5300pF /15KV capacitor to my already existing capacitor bank. I added one more 5300pF /15KV capacitor into the parallel connections with the rest of the capacitors in each bank. So, each side now has four 5300pF /15KV capacitors. I did this for smoother operation, more vibration and having more "punch" at the end of the antennas. Cleaning the spark gaps: After using the machine for ten hours, I clean the spark gaps because they will have built up white residue deposits which interfere with the smooth operation of the spark gap as a whole. With the machine unplugged and the capacitors discharged, I open the spark gaps as much as possible. I use a brass rounded brush to clean the surface area around the tungsten rods and the aluminium which is holding the rods.  When that has been completed, I use a small file and gently file the end of the two rods until they shine again. Then I blow them off with an air can cleaner for keyboard cleaning, unless compressed air is available, and finally, adjust the spark gaps to the desired gap size. Adjustments during use: I have repeatedly tested different spark gap distances and higher or lower voltage adjustments in order to find the best healing results for the body. I found one spark gap setting that felt better for many applications. I believe that the smaller the spark gaps, the higher the "quality" of vibration at the antennas. I found that many experiments were much better if I adjusted the spark gaps to 0.20 mm drawing between 3 and 4 amps. I'm using a transformer which has a 120V input and a 12,000V output, and able to provide 60 milliamps of current. This is an old style Neon Tube Transformer, with the mid point of the output winding grounded. I also believe that I should not lower the current below 3 amps unless the machine is being used for sick small children or very weak old people or dogs and cats! I control the treatment intensity by timing the sessions. Also, I "discovered" that sometimes the time is the most important adjustment of the session. I believe that there are days when the person needs more or less time, very much depends on stress level of the person, food intake of the day, liquid consumption, and how much sugar, dietary carbohydrates was eaten on the day of the treatment. I came to realise that it is not good just to say: “use the machine for 15 minutes per session”. I actually found that my best times were around 17 minutes for upper body treatment between the neck and the hip, back and front, 12 minutes for legs, 15 minutes for neck and head from the two sides. All these data time are for the antennas set at a 200 mm distance from both sides of the body. My experiments show me also, that you can actually over stress the body with too long operation of the machine, if you located directly between the two antennas, as the healing energy directly between the two antennas. Each person is unique in every way as possible so, I recommend that each person should find the right time for himself by starting for the first time with a 10 minute session, and then keep adding 1 minute per session, keeping 3 days between sessions. Also I would recommend making notes of every session recording the duration in minutes, current used, voltage level, field intensity level between the two antennas, antenna gap distance, date, time of day, body part facing the transmitter antenna, notes of any feelings good or bad, anything that helps monitor healings of the body. These notes help me to make better adjustments and give me guidance for best usage of the machine. When you keep adding the 1 minutes to find out how much time would be best for you, pay attention for nervousness, next day muscle strain where the transmitter antenna was pointed on the body, unpleasant feeling at the end of the session or during session. When this happening make a note of your duration time and do another session in 3 days and see that if it happens again. If it does, then reduce your duration time by 1 minute, and most likely you found your best time on that area of your body. This is of course how I do my experimentation for myself, everybody should use common sense. What works for me may be unpleasant for somebody else. And of course after few months of using the machine, you will need less time per session because now your energy level will be charged up to a much higher level than it was when you first started. During the first month of treatment I did not feel anything in 20 minutes use, only some tingling here and there. The body will learn from the changes and will adapt slowly for better or worse symptoms. The challenge here is to be able to recognise as quickly as possible if the change in or on the body is worst or better and make the appropriate correction immediately! What I consider to be a ‘better’ change is feeling generally better, skin getting smoother, nails are growing noticeable faster, hair feels stronger, better sleep, eyes are whiter if it was stressed before with lots of red line or yellowish colour (which is always the symptoms of a stressed out liver), if pain is present, then it should start going away with every new treatment session. ‘Worse’ changes are you feeling stressed out, feeling light pressure at the head, light soreness in the muscles, If these symptoms were not present before you started using your machine, then your machine is not built right or it's not tuned right, or quite simply the antennas are not positioned at the right area of the body, or you are over-using the machine. Sitting or standing: I do realise that most people may be motivated to build this machine because of an illness which they have and they may find it difficult to stand up for 15 to 17 minutes. For people who can't stand up safely, they need to do the best that they can. I hardly ever sit down on my wooden stool unless I am doing neck and head session. I think standing is the best position if you are lucky enough to be able to stand and so can pull the two antennas closer together. When standing, it is easier to position the transmitter antenna on the desired location of the body! Chairs with their arms, get in the way between the body and antennas. I know it's not that much of a restriction because the healing rays will pass through the chair but I want maximum exposure as much as possible. That's just how I think. So, I prefer to stand so that I can get the antennas closer together for maximum field intensity level. June 2017: The builder has started experimenting and has added some modifications which increase the machine’s effectiveness, lowers the input power needed and provides a meter which is very helpful in setting treatment levels. The main modification is the addition of two additional, identical aerials. The existing housing might need to be strengthened if the additional weight is considered to be excessive. The arrangement looks like this:  You will notice that there is an unconnected compact fluorescent lamp mounted on top of each of the vertical supports. These glow when the machine is on and their brightness gives a visual check on how the machine output is operating during treatment. With the improved arrangement of four aerials, treatment which used to take 15 minutes, now takes only 5 minutes. The way that the two additional aerials are connected is important. When facing the aerial, the left hand end of the lower outermost aerial ring is connected directly to the left hand end of the outermost ring of the upper aerial. Then, the right hand end of the outermost ring of the lower aerial is connected to the right hand end of the outermost ring of the upper aerial. That is, two connections for each of the two new aerials. As shown in the photograph above, two quarter inch (6 mm) thick plastic chopping boards were used to mount each of the two aerials on the housing of the driver coil:  You will notice that it was found necessary to use plastic nuts and bolts as brass bolts spark over. Also, plastic clamps are used to hold the aerial rings in place. The aerial rings must not touch the plastic board anywhere other than the end connection points shown above, so it may be necessary to angle the boards slightly to achieve that. It is found that having four aerials instead of two aerials, actually reduces the current drawn from the power supply for the machine. A very useful and important addition to the machine is a meter to show the strength of the transmitted field. For this, a fluorescent tube is used by placing it between the aerials so that some of the field flows through it. Because the fluorescent tube has some resistance to the field flowing through it, it develops a voltage difference between the ends of the tube and that voltage difference increases as the field strength increases. That means that if we measure the voltage difference between the ends of the fluorescent tube then that is a direct measure of the field strength of the invisible field which is so beneficial to humans. In the prototype, a Philips TL6W/33 220 mm (8.66 inch) long 6-watt fluorescent tube was used for this. As the Lakhovsky field is an alternating field, diodes are used to convert the voltage to a Direct Current voltage to make it easier to measure. As the voltages involved are very low and diodes have a voltage drop across them, four germanium diodes are used because of the low voltage drop across germanium diodes. The prototype diodes are low power type AA119 but any germanium diodes will work just as well. To measure the small voltage it is preferred that a mechanical meter is used, so a “15-Volt DC” voltmeter is used. The so-called “voltmeter” is actually a milliamper meter which has a resistor connected in series inside the meter case. That resistor has been chosen so that the meter gives its full scale deflection when 15 volts is applied to the terminals of the meter. In our case the voltage developed across the fluorescent tube when rectified by the germanium diodes is just 0.09 volts and so the resistor inside the ‘voltmeter’ case needs to be changed for a much lower value which is likely to be around 100 ohms, so the resistor inside the ‘voltmeter’ is removed and so a 200 ohm multi-turn preset resistor like this is connected instead:  This style of preset variable resistor is cheap and has twenty turns of the end screw to vary the resistance between the central pin and either end pin from zero to 200 ohms and so that makes it easy to select the setting which gives a full-scale “15-volts” displayed reading when the input voltage is 0.09 volts. Actually, the hardest part is to get the 0.9 volt DC voltage for the input to achieve the correct preset resistor setting. The setting up is like this:  It is actually slightly difficult to get a steady voltage as low as 0.09 volts to calibrate the meter as most power supplies are not calibrated well enough or adjustable enough to produce such a low voltage reliably. So, for this brief meter calibration we can use a single battery of 1.5 volts or 1.2 volts and drop the voltage down to 0.09 volts using a variable resistor connected like this:  With the variable resistor connected directly across the battery, the slider of the variable resistor can be set to any voltage from zero to the battery voltage, and so, connecting a digital meter across the supply to the meter allows a voltage of 0.09 volts to be set exactly. As the resistor is 100 ohms, it passes 10 milliamps per volt and so there will be about 10 milliamps flowing through the variable resistor, which means that the maximum dissipation in the resistor will not exceed 15 milliwatts which is easily handled by the variable resistor. As the meter will draw only 1 milliamp or less, the supply to the meter will be stable as the preset is adjusted. When the meter calibration has been completed, the component connections are like this:  And finally, the components are mounted in a plastic box of any suitable size, and the ends of the fluorescent tube are insulated and the meter placed on the treatment chair or stool midway between the two pairs of aerials:  For treatment, you start by setting the high voltage and then adjust the spark gap to get the suggested field intensity. The following settings are suggestions based on very limited patient experience: General treatment: 3500 volts and field intensity 7 volts. Brain tumour: 3500 volts and field intensity 10 volts. Liver or pancreas tumour: 4000 volts and field intensity 12 volts. However, it is possible that the ‘DC voltmeter’ which you are using is less sensitive than we would like and so it will not deflect to the 15 volt setting when fed with 0.09 volts. If that is the case, then there are two options. The first is to get a more sensitive meter and the second is to adjust the suggested reading above to match your present meter. To make the arithmetic easy, increase the calibration voltage to twice the original 0.09 volts. Then using 0.18 volts for the calibration, adjust the preset variable resistor to get the full “15 volts” full-scale deflection on the meter. Now, this is where you need to be careful. Your meter is only half as sensitive as the one used in the prototype and so where the above suggested field intensities say a 7-volt deflection, your meter will only show a 3.5 volt deflection and the above 12-volt deflection will only read 6-volts on your less sensitive meter. Please understand clearly that there is no need at all to make these upgrade modifications as the extra development is essentially just experimentation and the original equipment is wholly effective and satisfactory. Diet: I tried many ways to see how, in what physical condition is the best to use the machine. I do not use my machine with an empty stomach. I prefer to use the machine around noon, but that's just me. I remember at the beginning I felt dizzy and fussed when I used the machine with an empty stomach. I believe that the very same day, same night when I use the machine, immediately after the session started working in the body so, in my opinion the body uses lots of energy to start the healing process. The worst thing that you can do is to put too much food in the body after using the machine. The best way to help the healing process is to lower your calorie intake and eat higher quality food. Here is my amazing food combination recipe for the day after the machine was used. I highly recommend it. It has been tested for years and IT WORKS. It will speed up the healing process and help to detoxify the body. This combination of food addresses all the need for all organs in the body. It can be eaten as the only food source for 3 to 7 days as a detoxifying diet. I did it once for 5 days, and it is unbelievable how fast the human body responds positively to the right food! Here we go....... In a Vita Mix or in a blender blend the following until you have a paste. 1. 20 blueberries 2. 1 orange slice 3. 1 whole banana 4. 3 strawberries 5. 1 half an apple (red or green) 6. 20 raw almonds (or raw walnuts) 7. 10 grapes 8. 1 thin slice of onion 9. 2 pinches of cinnamon Make 10 ounces (0.28 litres) of the above mix for one day. You must drink 80 - 120 ounces (2.25 to 3.4 litres) of water the same day with the paste food. Eat your paste at the following rates; Breakfast: Eat 60% of the paste food Lunch: Eat 30% of the paste food Dinner: Eat 10% of the paste food The paste should be eaten alone with nothing else in the day after the machine was used. Even if you do this for only one day after using the machine, it will be extremely beneficial. April 2017: The author wishes to share his insight, much of which has been gained from the book "Diagnostic Face Reading and Holistic Healing" by Roger Bezanis which he considers to be a masterpiece and which he recommends very highly. The paperback version of the fifth edition of that book can be purchased from Amazon in America for $48.95 plus postage, or from Amazon in UK for £82.45 plus postage. After considering what the book has to say, he says: Know what you are! Health is freedom. Dr Alex Karrel, the Nobel Prize winner who kept a chicken heart cell alive for 34 years, said: "The cell itself is IMMORTAL. The key point is the liquid medium, (water) the cell is in, and in which it degenerates. If you renew the medium periodically, and give the cell all it needs for nutrition, then the beat of life can last FOREVER." "Our body is an energetic organism made of material or mass! The ideal balance is where Equal Mass = Equal Energy. In any structure, such as the human body, when there are equal amounts of mass and energy present, a state of optimum health is the result and balance is achieved. When there is an OVERABUNDANCE of Mass or Energy, then the body gets sick and can die. If an imbalanced condition persists long enough, without fail the body will die. Please understand that bodily organs are overwhelmed if there is too much Mass or too much Energy! Any organ or organ system that can process mass or energy waste at its optimum capacity will fail and eventually will shut down. Cancer is a mass that is not interfacing with, and not being monitored by, Energy! Any health remedy for a so called cancer must at its root re-establish the FLOW OF ENERGY and mass at the affected part of the body! The body must be in communication with itself at every level 100% of the time in order to survive at an optimum level. ALL LIFE IS DEPENDENT UPON THESE FACTORS. This is where the Lakhovsky machine comes into the bigger picture. This is why the Lakhovsky machine has been so very successful in the past. Why has this machine been suppressed for over 80 years now? The Lakhovsky machine is able to start the flow of energy again at any affected area of the body. Pain is always a sign of an abnormality or problem point in the body, but pain is not necessarily telling us the true cause of the problem. I could write 1000 pages about how the complex human body works and still I would just be scratching the surface of the problem. So, I think that the best way to show ‘the elephant in the room’ is by telling you what I do, and leave it up to you, the reader, to choose what to do with the information that I am sharing, with a pure heart and based upon my own experience. I look at the body and in my mind there is a map of the location of every organ. I highly recommend that you to go online and look at some pictures which show the human anatomy in detail. Your success with a Lakhovsky machine depends on it. Arm yourself with the understanding of where all organs are located in the body! I spent thousands of hours studying human health and the causes of failure, and I can tell you with certainty that it is not nearly as complicated as I thought it was at the beginning. You need to understand, as a Lakhovsky machine operator, what the Liver and the Kidney control in the body. I only focus my antennas to liver, kidney, heart, colon, and head. After that, if there are still no signs of any positive results after 8 to 10 sessions, I would start targeting the rest of the body where pain is present and still keep up with the liver or kidney too. I think that it's clear that if one has a colon problem I would target the colon, same goes for the heart and head, but when it comes to Liver and Kidney it is a totally different ball game! The Liver and Kidneys are the master organs in the body! Let’s see what they control in the body and you, the reader, (and possibly machine operator) will see clearly why I want you to know this priceless information, so that one day it can save your life. Liver: Liver and emotions are linked. Coughing All bad moods Emotional stress Watery eyes Itchy skin Migraines headaches like all headaches are product of the liver being overwhelmed. The Liver regulates: • Skin • Lungs • Sinuses • Nasal cavities • Colon • Intestines • Uterus • Mouth • Tongue • Gums • All hollow organs Kidneys: The kidneys regulate: • Uric acid • Lactic acid • Urine production and removal • Mucous distribution • Blood flow, i.e. blood pressure • The heart • The ears • Fingernails • Hair • Most muscle groups • Reproductive system • The scalp • Fluid of the eyes • Fluid at the colon • Waste water from the colon • Waste water from the liver • Water distributed to the liver • Most joints (except the right shoulder region down to the right elbow) • Pancreas • Lymphatic system • All non-hollow organs The Kidney regulates most of the left side of the body, and the Liver regulates the right side of the body, so armed with this information the body tells its own story. If the problem is on the left side of the body I would focus on the kidney as the root of the problem. If the complaint is on the right side of the body, I know immediately that something is "fishy" with the liver. This means that a cancer (just an evil word for toxic mass) that shows up on the outside (or inside of any organ this includes melanoma) is a Liver problem! Handling any problems such as "surface cancer" as a Liver problem, always solves the problem. On the other hand "deep tissue cancer" is basically a Kidney problem. If one addresses each problem correctly with the Lakhovsky machine, then the results will be excellent every time! REMEMBER, YOUR BODY NEVER LIES. TRUST ITS SIGNALS AND YOU WILL BE HEALTHIER. Alzheimer’s Disease Half way down the page at www.emediapress.com there is a recording which when listened to using headphones, is claimed to reverse Alzheimer’s disease. The recording runs for 30 minutes and using headphones is essential as the sound input to the left ear is different to the sound input to the right ear. Whether or not the recording is effective, I have no way of knowing, but I have no reason to doubt the claim. It is also recommended that the supplement Lecithin and the supplement MSM, both taken daily can also oppose the onset of Alzheimer’s (one possible supplier is www.ZipVit.co.uk). The World situation. The late Dr Hans Rosen made an exceptionally good presentation on world population, world health and world income. Spanning a period from 10,000 years BC to the year 2100, he has made many people aware of the current situation and pointed out the average person’s extreme lack of knowledge on the subject. He points out that the critical birth rate is now around 2.2 children per family as opposed to the 5 children per family average which caused the world population growth. At this point in time, there are about 2 billion children in the world, but that number has stabilised out and is now roughly constant. Yes, the overall population will rise from around 7 billion to around 11 billion due to the present population aging, as is normal. Hans also points out the financial situation for people generally. He uses the American dollar as a unit for comparison and states that the richest billion people earn about $100 per day and the poorest billion people live in extreme poverty, earning about $1 per day. People in extreme poverty cannot be sure of their next meal, and most do not have clean drinking water, medical services, electricity or education. Putting those income levels in annual amounts, the richest one billion people receive US $36,500 (or more) per year and the poorest one billion people earn just $500 (or less) per year. It is highly likely that you didn’t realise how very well off you are compared to more than one billion other people. In his book “Doing Good, Better” (available free from http://audiobookle.com/), William MacAskill debunks the general notion that “I can’t do anything about the world situation – I am only one person”. If you live in extreme poverty, then that is probably true, but if you are one of the richest one billion, then that is so not true. If you were to donate just ten percent of your income on a regular basis, then you could make a major difference to those people whose income is only one percent of your income. Even a lesser level of regular donation makes a major difference, and that major difference is caused by you personally. William examines the facts and points out a number of things which are disconcerting, such as the fact that donating to a good charity is not nearly as effective as donating to the very best charities, that is, those charities whose work produces the very best results as shown by subsequent, independent examination. Some of those charities are shown here: www.thelifeyoucan save.org Extreme poverty is self-sustaining as people trapped in that situation live in such poor conditions that they have large families because most of their children will die as young children, many before the age of five. In fact, some 2000 poor children die every day, and I leave you to consider the level of unhappiness that is caused by those family deaths. Regular donations from you (and from me) do make it possible to move these people permanently out of extreme poverty. It is actually 100 times more effective to donate to those poorest people than to donate to the needy in your own advanced country where the neediest would be considered to be ‘rich’ by the people in the poorest one billion. You and I are very rich by comparison to those people and it is an interesting question to ask what it was that we personally did to be born into such a wealthy situation. It is most interesting to note the charitable activities which have proven to be the most effective. One is called Give Directly and it gives a cash sum of $1000 to a family, leaving it up to the family members to use it in the most effective way for the family. That technique is very effective as the family is in great need and will definitely not waste the asset, but instead will buy what will help them most in the future. Another effective charity, most surprisingly, makes radio broadcasts. That is the Development Media International group and it educates the very poor on health and hygiene matters. You would think that doing that is unnecessary, but the poorest people do not know even the most basic things such as washing hands before a meal. The Evidence Action charity works on providing safe drinking water and combating intestinal worms which cause illness which can kill and which if not too severe, prevents children attending school. The Against Malaria Foundation provides insecticide-impregnated anti-mosquito nets to go around beds. These nets are very cheap and are effective. William MacAskill prefers that you donate to cancer research as more people die of cancer than die from malaria, but that really puzzles me as the very cheap and well-proven colloidal silver treatment can cure both cancer and malaria. Is it a case that the Cancer Research people just don’t know about it, or is it the case that they just want to get paid to do research? Patrick Kelly http://www.free-energy-info.tuks.nl http://www.free-energy-info.com http://www.free-energy-info.co.uk http://www.free-energy-devices.com engpjk (at) gmail (dot) com |